The liquid cold plate is a common component in industrial cooling systems. We all want to equip our projects with high-quality cold plates and efficient heat dissipation systems to ensure that our equipment can maintain good working conditions for a long time. However, pursuing efficient heat dissipation does not mean you must use the best materials and spend the highest price. There are different ways to save money on customization in the production of cooling panels. In this article, cold plate manufacturer Winshare will share two ways with you to reduce the cost of customizing cold plates.


1. Use extrusions and castings
It is best to use extrusions and castings whenever possible to minimize processing time and reduce costs. Extrusion is the process of pushing metal through a die to create an object with a fixed cross-section. Dies for new extrusions are inexpensive, and extrusion dimensions are limited to approximately 9 inches (22.86 cm) wide. Extrusion wall thicknesses need to be relatively uniform, and any channels or features need to be straight.
A combination of extrusion and machining is used to reduce costs. Some features can be extruded, and more complex features can be machined. Another option for prototyping is too-cold machine plates to reduce quantities, and then, once the design has been verified and fixed, the dies for extrusion can be made. If you design the plate with extrusion features in mind, this will help reduce extrusion costs.

Another option is to combine casting and machining to make cold plates. For example, if the casting is not flat enough, a secondary operation will be required to bring the cold plate to the desired flatness specifications. It is important to note that sand castings are not suitable for vacuum brazing cold plates because most of the alloys used have melting temperatures below the vacuum brazing temperature. Their use is strictly limited to tubular cold plates. It is recommended to obtain quotations for both production processes and to weigh the advantages and disadvantages.


Typically, the minimum purchase for extrusions or castings is high, so you need the proper application to justify using these processes. Both extrusions and castings can result in significant cost savings overall.
2. Specify local surface flatness
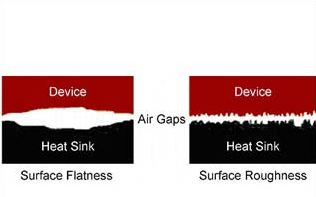
Surface flatness has a greater impact on the thermal performance of a cold plate than surface roughness because if the plate is not flat, the contact area is greatly reduced. The standard flatness specification is 0.001 inch/inch (0.003 cm/cm). Therefore, within one inch of the measurement point, the lowest point of the cold plate will not be 0.001 inches (0.003 cm) lower than the highest point. If your specifications call for flatness better than 0.001 inch/inch (0.003 cm/cm), one way to save money is to specify partial flatness rather than tight flatness across the board. For example, if you are mounting multiple insulated gate bipolar transistors (IGBTs) on a cold plate and each IGBT requires 0.001 in/in (0.003 cm/cm) across the entire substrate, specifying the local flatness of the individual IGBTs rather than requiring the entire plate to be very flat.
The flattening process for cold plates usually involves a hydraulic press. Skim cuts can be used to improve flatness. With a skim cut, the machine determines the lowest point of the cold plate and scrapes away very little metal at the lowest point and as much metal as possible in the higher areas to obtain a flat surface. While skim cutting a piece of aluminum is easy, skim-cutting the tubular side of a vacuum-brazed cold plate or tubular cold plate is more complicated. The cooling surfaces of tubes in vacuum-brazed cold plates and tubular cold plates are usually fragile to optimize thermal properties. If the cold plate is not flat, the skim cut may be too deep, and the walls will either be thin or may become too weak to withstand pressure and even rupture. Or, you can start with a thicker cold plate to eliminate the possibility of leaks, but you will sacrifice some performance.
3. Mounting Features / Holes
Another increase in cost increase in cold plate manufacturing is the increase of the hole. A hole may increase the cost of cold boards up to $ 3. One of the main reasons for the increase in the cost of the hole is that it cannot be perforated in the fluid path. Therefore, for tube -type cold boards, the curved part needs to be manufactured in the tube, and each bending part is made to increase costs. For vacuum -welded cold plates, islands must be created in the fluid path, which also means that the internal wing tablets must be discharged (EDM). This will greatly increase processing time and lead to rising costs.



There are several types of holes. One is through the hole, from one side of the cold board to the other side. The second is a threaded hole with a thread. Because aluminum is relatively soft, if the component or board is frequently replaced, the life of the threaded holes will be shortened. For thread holes, thread protectives are often used. The thread protective is a solid steel plug that can increase the thread strength for applications that may need to change components frequently. Tongkou can be made with only one drilling process, and the threaded holes need to be installed on the same machine tool. The thread sheath needs to have a threaded hole for installation, and the installation of the thread cover is completed outside the processing center. All in all, the cost of passing the hole is the lowest, and the cost of threaded sheath is the highest.
The strict tolerance of the hole position and spacing will also increase costs. The reasonable tolerance specifications are ± 0.005 inches (± 0.013 cm). Like flatness, specifying local tolerances can reduce costs under possible situations. For large -scale cold boards with relatively far distances, tolerances are more difficult to maintain. One reason is that due to the increase in the marching distance of the knife head, the machine tool tolerance will increase. Another reason is that there may be a thermal gradient of up to 18 ° F (10 ° C) in the mechanical workshop, which will cause cold plates to expand or shrink up to 0.005 inches (± 0.013 cm). Tongkou is the easiest to specify and stricter tolerances, because Tong Kong is made of a tool. The tolerance of the thread holes is not so easy to achieve, because two types of tools need to be used for making threaded holes. The tolerance of the thread protective is the most difficult to achieve, because the process requires a threaded hole, and the thread sheet itself has a tolerance. All tolerances add up to make manufacturing more difficult and cost. Avoid small thread holes also help reduce costs. 4-40 or smaller holes are difficult to attack, because the tap will be broken in the drilling process. In order to minimize the problem, the operating speed of the machine must be greatly reduced. One way to respond to the strict tolerance requirements on the cold plate is to increase the size of the hole installation in the component or plate.
To minimize the surface appearance is also important to reduce costs, especially for board applications. The complex surface shape generally needs to start with thick aluminum blocks and remove unnecessary aluminum. This leads to a high cost of raw material and long processing time. If the appearance cannot be eliminated, the height of similar components on the board can reduce the processing needs.
If you would like to save more money in ordering your cold plate, feel free to contact Winshare, we can customize the cold plate cooling solution that best suits your project at the lowest price.
 English
English

























